On this page you can find the current and developed projects in the biorefinery group with financing, and all our collection of thesis completed – undergraduate and posgraduate
PROJECTS
Optimization of the sargassum fucoidan extraction process and its rheological evaluation in mixed systems with other polysaccharides for the development of a functional ingredient
Funding Program: Postdoc program- CONACYT
Principal Investigator: Blanca Elizabeth Morales Contreras

Study of the variation temporary space of fucoidan from Sargassum SP.
Funding Program: Innovation Incentive Program (PEI)—CONACYT)
Reference: PEI-251186
Principal Investigator: Rosa M. Rodríguez-Jasso

Lignocellulosic Biofuels for the Autotransport Sector – Cluster of Bioalcohols – Pretreatment Stage
Funding Program: Energy Sustainability Fund 2014-05 (CONACYT-SENER)
Reference: 249564
Principal Investigator: Héctor A. Ruiz
Study of cellulase inhibition in the enzymatic hydrolysis of pretreated agave bagasse using hydrothermal process
Funding Program: Basic Science – (SEP- CONACYT) – 2015-01
Reference: 254808
Principal Investigator: Héctor A. Ruiz

Development and consolidation in the infrastructure of the Biorefinery lab in the production of advanced biofuels and high value-added compounds
Funding Program: Scientific Infrastructure Program CONACYT—INFR201601
Reference: 269461
Principal Investigator: Héctor A. Ruiz

Apple cider production process: development of formulations and process conditions
Funding Program: Private sector – Private Finance Initiative
Reference: UAdeC-2016-Sidrera
Principal Investigator: Rosa M. Rodríguez-Jasso

Production of xylo-oligosaccharides by hydrothermal microwave process using the concept of integrated biorefinery
Funding Program: PROMEP – Faculty Improvement Program
Reference: PROMEP/103.5/13/6595
Principal Investigator: Héctor A. Ruiz

Extraction and evaluation of the potential of Mexican macroalgae bioactive compounds under the application of green chemistry technologies
Funding Program: PROMEP – Faculty Improvement Program
Reference: DSA/103.5/14/10442
Principal Investigator: Rosa M. Rodríguez-Jasso

Production of fungal fucoidanases by solid-state fermentatiom
Funding Program: Complementary Supports for the Institutional Consolidation of Research Groups – Repatriation Program – CONACYT- REPAT-2012-01
Reference: 191287
Principal Investigator: Rosa M. Rodríguez-Jasso

Integral process for fucosidases production by solid-state fermentation: scale-up and downstream
Funding Program: Bilateral Cooperation 2013-01 Europe – DAAD – Germany – CONACTY
Reference: 209124
Principal Investigator: Rosa M. Rodríguez-Jasso

THESIS COMPLETED – Undergraduate and Posgraduate
To request a PDF copy please write to the following email: contact@biorefinerygroup.com
Abraham Lara Santana – 2020
Enzymatic production from hydrothermal hydrolysates of Gelidium robustum utilizing fungal fermentation in biorefinery terms
The focus of the present work evaluates the capacity to obtain high added value compounds using national endemic sources of the pacific coast of Mexico, it was studied the utilization of Gelidium robustum as substrate. Different hydrothermal pretreatment conditions for the biomass fractionation was utilized, using a central composite design using conditions of 170, 180, 190 °C for 20, 25 and 30 minutes, to enhance the availability of the fermentable sugars and facilitate the microorganism invasion. The hydrolysates of the selected treatment were used as substrate comparing the growth rates between 3 species of the Aspergillus genera; Aspergillus aculeatus, Aspergillus homomorphus and Aspergillus niger. The enzymatic activity was found at 86 hours for β-glucosidase (0.01 U/mg). It was found that the hydrolysates and liquor obtained with hydrothermal pretreatments from G. robustum can be utilized for enzyme production. However, more research is needed to ascertain the feasibility and the rentability of the process.
Elizabeth Aparicio Velazco – 2020
Production of bioethanol from Sargassum spp applying hydrothermal pretreatments
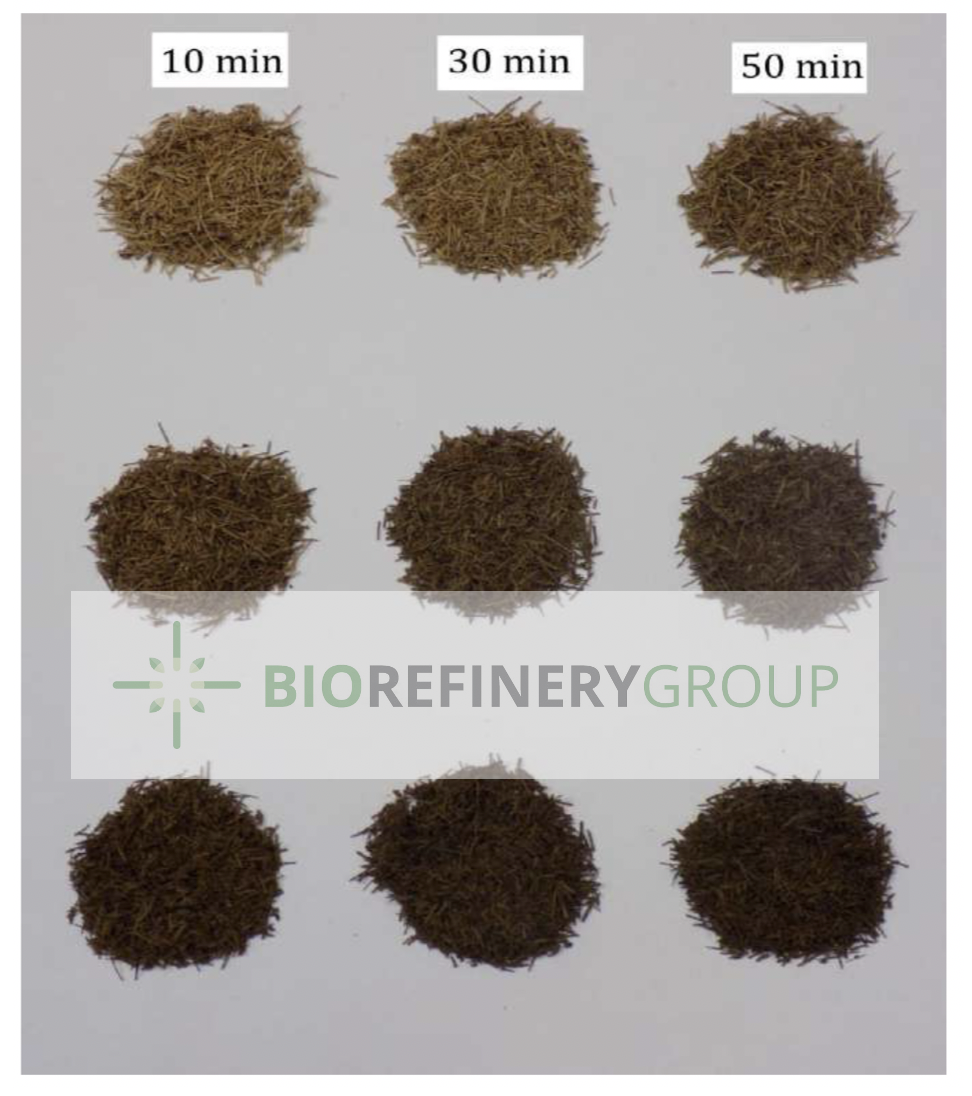
In this research, bioethanol production from hydrothermally pretreated Sargassum spp under third generation biorefinery. First, the macroalgae was physicochemical analyzed in order to know the structural polysaccharides present, then different conditions of hydrothermal pretreatment were tested under central composite design, with temperature values of 150, 170, and 190 °C, and time values of 10, 30, and 50 minutes. Glucan, galactan, and fucoidan were quantified, being 10.4, 4.3, and 6.8 g/100 g (d.w). After the pretreatment, the same polysaccharides were analyzed with the object of compare the quantity of sugars, the condition of 190 °C – 50 minutes was the best condition. with 32.33 g/100 g (d.w.) of glucan. The enzymatic hydrolysis was tested with the help of enzymatic complexes like Cellic CTec2and Cellic HTec 2. The best results were found at 10 UPF – 13% solids with a glucose concentration and yield of 42.65 g/L and 91% respectively. In the fermentation stage, Saccharomyces cerevisiae PE-2 and pre- saccharification and fermentation (PSSF) strategy. 18.14 g/L of ethanol was achieved at 36 hours of total reaction time, corresponding to a yield of 76% compared with the theoretical yield. Therefore, bioethanol production is a feasible process from brown macroalgae biomass.

Ana Laura Mendoza Nerio – 2020
Production of bioethanol from the algae Eisenia arborea using hydrothermal processes
This project focuses on the study of the operating conditions carried out in the hydrothermal pretreatment, where the raw material with a particle size is subjected to different operating conditions in order to transform the sugars present from oligomers to monomers, evaluating the isothermal regime of 150, 170 and 190 °C for residence times of 20, 40 and 60 min. After the pre-treatment process, the sugar concentration is analyzed and the best condition is determined, the one where there is a higher glucose concentration is selected. For pre-saccharification, the Eisenia arborea alga (substrate) was pretreated under the conditions of 170 ° C for 60 min, Erlenmeyer flasks were used in triplicate at a volume of 25 ml at 50 ° C, shaking at 150 rpm in a shaker incubator Shel Lab SSI2 for 24 hours with an enzymatic load of 15 FPU / g of glucan and citrate buffer to maintain a pH of 4.8, the solid load of 5% (p / v) was studied and for enzyme kinetics, samples were taken at 0, 6, 12 and 24 hours. After 24 h of pre-saccharification, a pre-inoculum with the yeast Saccharomyces cerevisiae was added and the fermentation stage began, which was carried out for a time of 72 hours, and for taking samples they were taken to time 0, 12, 24, 48 and 72 h.
Sara Emilia García Maltos – 2020
Intensification of the organosolv process for the extraction of lignin from agave bagasse
Agave bagasse is a residue generated in the production of tequila, which in Mexico is an industry of great importance and magnitude, producing millions of liters each year, however this residue represents a problem due to its large volume. Likewise, bagasse is considered a lignocellulosic material, due to its composition of cellulose, hemicellulose and lignin; characteristic that opens the possibility of using this material to develop and implement treatment processes and obtain value-added products. Unlike cellulose and hemicellulose, lignin is an aromatic polymer with potential use in industry, however its complex structure makes it difficult to extract. Therefore, the objective of this work was to extract lignin using an organozolv process in terms of a biorefinery to give added value to the bagasse of Agave tequilana Weber. For this, a characterization of the raw material was first carried out to obtain the composition of cellulose, hemicellulose, Klason lignin and humidity. Subsequently, the organosolv process was carried out in a batch reactor with a PID controller at temperatures of 150 ºC, 165 ° C and 180 ° C for 10, 30 and 50 minutes with a solid-liquid ratio of 1:10 p / v using a 40% v / v ethanol-water solution and a 0.1% w / v NaOH catalyst. At the end of each pretreatment, a solid fraction was obtained that was dried and characterized to obtain the composition of cellulose, hemicellulose, which increased in concentration, and Klason lignin, which decreased; as well as a liquid fraction which contained the lignin diluted with hemicellulose, so the pH of the solution was reduced using 0.3 mol HCl to a point where the lignin no longer showed solubility and it was separated from the solution, placing it in dry weight containers and was dried to finally weigh it. The data obtained from the recovered lignin showed that the treatments with the highest yield were the conditions of 180 ° C for 50 minutes, obtaining 20.74% of this and the treatment of 180 ° C for 30 minutes, resulting in a 23.36% recovery, the latter being the most effective. Therefore, it was concluded that high temperatures favor the organosolv pretreatment to be carried out successfully.
Elías Efraín Frausto Jiménez – 2020
Evaluation of hydrothermal pretreatment on enzymatic hydrolysis using agave bagasse
Agave is a plant that has become for many tequila industries as a Mexican cultural heritage. The type of agave we treat is one of a tequila plantation in Jalisco, Mexico. It is of the Weber Blue Tequilana agave species that is only produced in Jalisco, which is where there is the greatest amount of Mexican tequila production. Tequila from Jalisco is made from the agave weber blue, and from the agave (maguey) type potatorum, angustifolia and jacobi, mezcal is produced, originally from Oaxaca, one of the largest producers of this beverage. It is known that within the concept of biorefinery, there is raw material for its use as alternatives to biofuels (lignocellulosic materials), within which, they can be used in Mexico as a research line, one of them within the hierarchy of lignocellulosic biomass it is the agave bagasse, which due to its high residue content can produce a biomass that can be used to produce biofuels. Within this case study, a series of physical-chemical analyzes of the raw material to be treated had to be done. The humidity was calculated, then a separation and classification of the material to be evaluated was carried out and in this way to know the granulometric distribution of our biomass, placing it between 300 and 500 microns. Subsequently, an experimental design of a composite central factor was carried out to perform the operating conditions in the hydrothermal treatment towards the raw material, in a batch reactor, at temperature conditions (150, 170 and 190 °C) and time (10, 30 and 50 min), calculating the severity factor and the pH obtained at the end of the process.
The solid phase was evaluated, by means of a characterization better known as a quantitative acid hydrolysis (HAC) where a series of procedures were followed in order to evaluate said material and know its composition, where it is explained with the possible severity within the content of this document to present. Subsequently, an evaluation of a hydrothermal pretreatment on biomass was carried out using the technique called enzymatic hydrolysis and evaluating glucose production using the enzyme Cellec Ctec2.

Rafael Araujo – 2019
Valorization of Mexican avocado waste: biochemical analysis and development of functional ingredients
Avocado is a fruit of high importance for the Mexican economy because it annually generates more than 5 billion mexican pesos. The nutritional properties and health benefits that avocado brings have led to an increase in world interest in this fruit and consequently of Mexican exports of avocado and by-products. In turn, the amounts of avocado residues are increasingly and are creating various environmental problems due to their accumulation. The use of these wastes as a natural source of starch and bioactive compounds of high interest for the food, cosmetic and pharmaceutical industry is a feasible opportunity for the use of these wastes. Microwave assisted extraction (MAE) is a technology that allows obtaining high yields of extraction of natural compounds in short extraction times. Through statistical designs it was possible to optimize the MAE of starch from the avocado seed and the extraction of bioactive compounds from the peel and seed. It was possible to obtain a 49.5% yield of starch based on dry seed and characterize it, demonstrating certain structural modifications comparatively to native starch, which may be advantageous for applications of the food, cosmetic or pharmaceutical industry. The bioactive extracts of avocado seeds and peels were optimized using aqueous mixtures of acetone and ethanol, demonstrating a high antioxidant activity and antimicrobial activity against food pathogenic bacteria such as Bacillus cereus, Staphylococcus aureus and Listeria monocytogenes. The extracts also demonstrated no metabolism inhibition or membrane damage at concentrations less than 2.5 mg/mL in Caco-2 cells, idealizing the concentration of application of the extracts. The HPLC-MS analysis allowed to identify the major compounds of bioactive extracts such as dimeric, trimeric and quaternary procyanidins A and B in different isomeric forms, phenolic acids, catechin, epicatechin and perseitol which is a rare alcoholic sugar. As an application of the compounds obtained from avocado residues it was possible to create an edible bioactive film formulated with starch and the bioactive extracts obtained.

Arelí Aguirre Fierro – 2019
Processes intensification of hydrothermal pretreatment and supercritical fluids in the valorization of Agave tequilana bagasse in terms of a biorefinery
Agave bagasse is a sub-product that is generated after the production of alcoholic beverages in Mexico, such as tequila, this being a lignocellulosic material, classified as biomass of second generation with high potential to be valorizated under the concept of biorefinery. Their rigid structure consists mainly of cellulose, hemicellulose and lignin, which makes it difficult to access enzymatic attack or the conversion into other products. To facilitate its transformation, Agave bagasse was subjected to several processes for the fractionation of its main components. The objective of this study is the intensification in the fractionation, characterization and production of high added value compounds from Agave bagasse through hydrothermal processes and supercritical fluids using CO2. The application of theses processes generated changes in the lignocellulosic structure, making it more susceptible to subsequent processes such as enzymatic hydrolysis, organosolv and the imidazole processes, obtaining a wide range of valued products. Pretrated solid rich in cellulose (glucan) after hydrothermal processing was obtained, which was converted into fermentable sugars (glucose), oligomers such as xylooligosaccharides, lignin and added value compounds such as Furfural, HMF, formic acid and acetic acid. The products obtained were quantified and characterized by HPLC, thermogravimetric analysis, scanning electron microscopy and X-ray diffraction.
Karla Daniela González Gloria – 2019
Performance of Saccharomyces cerevisiae yeast in the bioethanol production from agroindustrial residues
The present project is based on the study of the Saccharomyces cerevisiae yeast with two types of strains, a flocculant (CA11) and a non-flocculant (PE-2), where the growth of both strains was evaluated at different temperatures from 30 to 45ºC and to different substrate concentrations (glucose) of 50, 100 and 150 g/L. The PE-2 strain was selected where the temperature of 40ºC and the concentration of 100 g/L of glucose were chosen, obtaining an ethanol production of 68.19 g/L in a time of 72h. The hydrothermal processing pretreated on wheat straw biomass, was performed an isothermal regime at 180 oC for a time of 30 min. The operative strategy of pre-simultaneous saccharification and fermentation with a load of solids at 10% was performed, obtaining 13.02 g/L of ethanol concentration at the end of the process and with 61.45% of ethanol yield conversion. The main objective of this thesis was to potentiate the performance of Saccharomyces cerevisiae yeast in bioethanol production using lignocellulosic biomass.
Magdali Verdugo López -2019
Development of a vegan food formulated with galactan and mannitol from seaweed
The present project focused on the development of a food for yogurt-type vegans with the addition of galactane and seaweed mannitol replacing animal milk with vegetable milk, considering the important benefits of seaweed, its extracts can be a valuable resource for developing functional foods that meet future food demands. In addition to taking advantage of the nutrients in coconut milk. The objective of this project was to evaluate the incorporation of galactane and seaweed mannitol in the development of a value-added product.
In the first stage of this thesis, the characterization of the Macrocystis pyrifera and Gelidium robustum seaweed was carried out, and of its extracts obtained by hydrothermal processing, the extracts were subsequently lyophilized and stored in clean plastic bottles for later use.
In the second stage two types of milk were made from coconut (cocos nucifera) using water and coconut water for the extraction, called coconut milk with water and coconut milk with water and coconut water, the milks were characterized and subsequently the coconut milk yogurt was made by adding three concentrations of sucrose (0, 5 and 10%) and two concentrations of galactane (0 and 0.5%), during the fermentation (6 h) sample was taken every hour to measure acidity, pH, total sugars, viscosity in final time and the viability of BAL (Streptococcus thermophillus and Lactobacillus bulgaricus) was also determined, as well as their growth kinetics in MRS agar. In the third stage the best yogurt of each type of milk was selected based on the taste, appearance and growth of the BAL, with the formulations (0% sucrose, 0.5% galactane) being selected for the two types of yogur. Subsequently, formulations were made by adding different concentrations of mannitol (1, 2 and 3 g / L) based on the two previously selected yogurts and mannitol was not added to the blank.
In the first stage the scaling of the 100 ml reactor to the 750 ml reactor was achieved for the extraction of mannitol from the macrocystis p. brown algae with a yield of 9.82 ± 0.10 g / 100 of algae that together with the Gelidium r. galactane was extracted by hydrothermal processing. In the second stage, two types of yogurt based on coconut milk (YLCA and YLCAC) were prepared by adding sucrose and galactane previously obtained at different concentrations from which the best yogurt of each type was selected based on the BAL count in the product at the end of the fermentation and the characteristics of appearance and flavor that for both yogurts was the product (5% S-0.5% G). In the third stage, mannitol was added to the selected yogurts resulting in the survival of the BALs by 38.19% in YLCA and 41.69% in YLCAC added with 3 g / L of mannitol being higher compared with the control yogurts YLCA and YLCAC that decreased 83% and 84%, respectively, so it can be concluded that algae extracts are useful for the elaboration of a yogurt-like product, giving it the characteristics of traditional yogurts and in the case of mannitol demonstrating its prebiotic potential.

Alejandro Yamaguchi Torres Valdez – 2018
Kinetic study of hemicellulose in hydrothermal processes
The kinetic study of the hemicellulose solubilization allows us to have a mathematical conception when the agave bagasse is subjected to the process of hydrothermal (autohydrolysis). In this way, we were able to determine the optimal conditions to solubilize the maximum fraction of hemicellulose contained in agave bagasse, increasing the concentration of cellulose in the solid fraction. Moreover, in later studies the best operating conditions can be used for the bioethanol production process. In the present work, the analyzed agave bagasse was donated by the Tequila Fortaleza distillery located in Tequila Jalisco. For the pretreatment stage, three temperature conditions were evaluated: 150°C, 175°C and 200°C and residence times ranging from 0 min to 60 min in increments of 10 min, establishing a solid liquid ratio of 1:6 (m/v).
The best condition to obtain xylooligosaccharides (XOS) at 150°C was at 60 minutes where it was possible to obtain 7.96 g/L, the most serious condition of this stage with a severity factor of 4.14, for the second stage was at 175°C with 30 min in which a solubilization of 16.93 g/L was achieved and finally at 200°C under non-isothermal conditions, 15.58 g/L were obtained. For the evaluation of the hydrothermal pretreatment effect on the agave bagasse, the Log R0 severity factor was used, which are in a range of 3.23-4.21 and thus compare the different processes obtained by the compounds contained in the lignocellulosic material. In addition, two kinetic models described in the literature were used to obtain the specific reaction rate constants for the depolymerization of hemicellulose in the hydrothermal pretreatment.
Two important aspects to be highlighted in this work is the solid-liquid relationship, since in work already done the relationships exceed up to ten times or more the liquid content in the pretreatment and the mixing of different particle sizes.

Ramón Larios Cruz – 2018
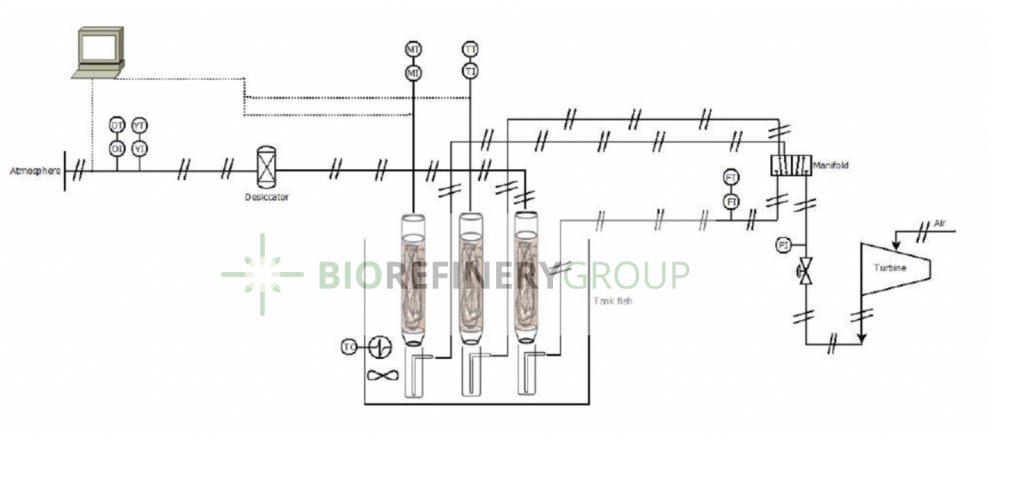
Instrumentation of a fixed bed bioreactor for solid-state fermentation
Solid-state fermentation is a microbial process that generally occurs over the surface of the solid support that can absorb water with or without nutrients. Packed-bed bioreactors can be used to study a fermentation processes at laboratory and pilot scale level with the advantage of instrument with sensors (gas, temperature, airflow) the bioreactor. Sensors can be applied to estimate the microbial growth with the CO2 production, to measure temperature of the substrate and airflow, among others. Thus, the inlet airflow feed during the fermentation plays an important role in the transfer of oxygen, carbon dioxide, humidity, heat and volatile compounds. In this study, grapefruit peels were fermented with Aspergillus niger GH1 to produce antioxidants and to test the instrumented packed-bed bioreactor. Results showed an enhancement in the production of total phenols at the end of the fermentation after almost all consumption of phenols at 24 h of fermentation; but antioxidants were not produced at higher antioxidant activity at the end of the process. It was with Box- Behnken design where conditions to enhance the production of antioxidants could be identified, and at 1.5 VKgM and 70 % of initial humidity were found the highest antioxidant activity. The instrumented bioreactor registered data of CO2, O2, humidity of air, temperature of incubation, and airflow. After testing the complete instrumented system, the calculus of specific growth rate was executed and the growth of fungus was estimated. The instrumented packed-bed bioreactor can be applied to support solid-state fermentation to produce several metabolites.
Marcela Sofía Pino Alfaro – 2018
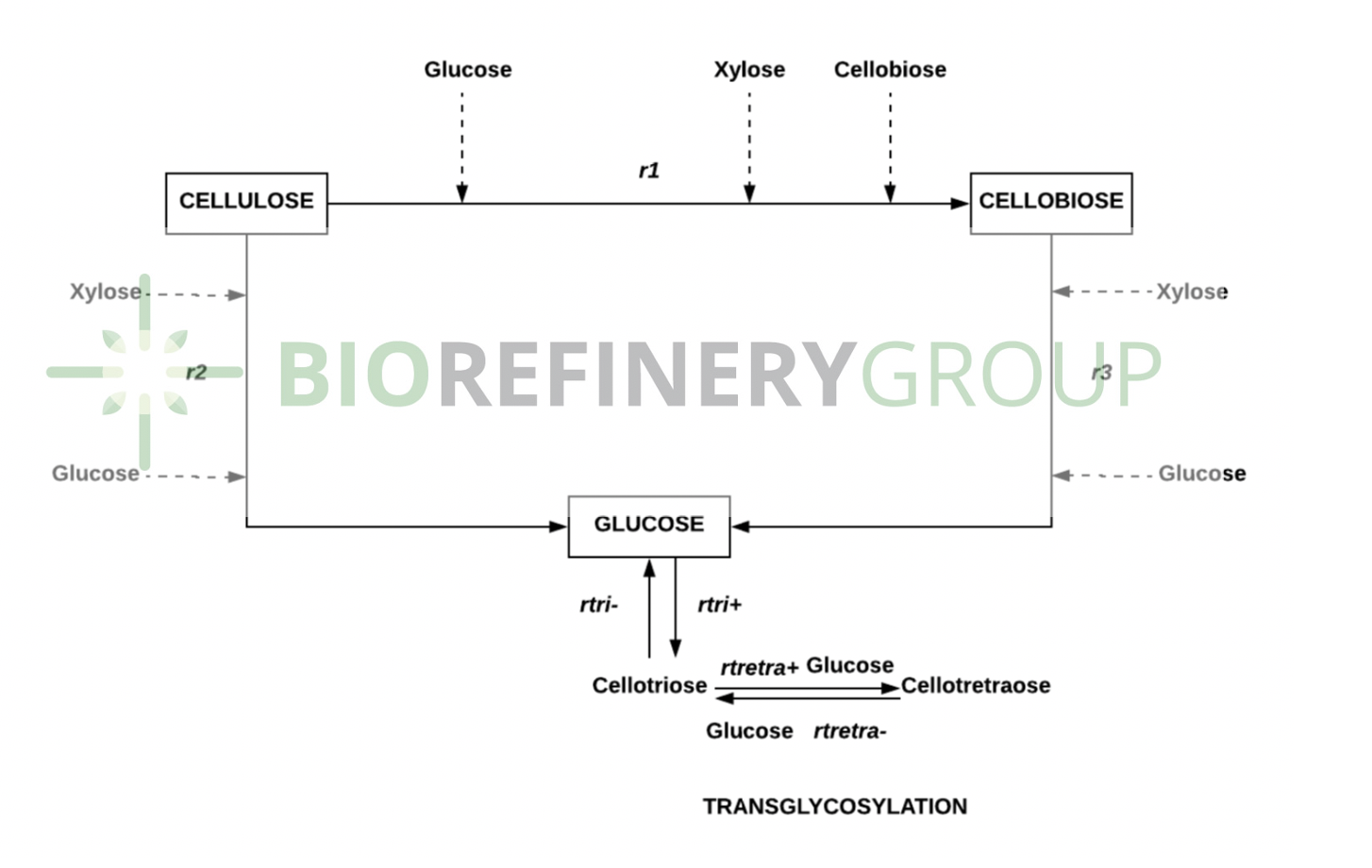
Cellulase enzyme inhibition study on hydrothermally pretreated agave bagasse and bioreactor design for the enzymatic hydrolysis stage
In the present thesis the agave bagasse was pretreated under a hydrothermal process (autohydrolysis), where hemicellulose was solubilized into the liquid phase, generating a cellulose-lignin-rich solid. In this stage, the optimization of cellulose content into the pretreated solid was achieved at 194°C for 30 min of pretreatment. Subsequently, the second stage consisting on the enzymatic hydrolysis of the pretreated solid was carried out. The highest glucose concentration reached was 86.55 g/L at 20% (m/v) solids loading, corresponding to a glucose yield of 68.37%.
Moreover, two kinetic models previously proposed by other authors, with the aim to obtain an insight on cellulase inhibition; one of the models studied the cellulases deactivation and the other one was based on product inhibition. Both mathematical models provided an accurate adjustment of the experimental data; which was clearly related to cellulase-lignin non-productive binding and feedback inhibition.
Furthermore, a horizontal jacketed-stainless steel bioreactor was designed for enzymatic hydrolysis performed at high solid loadings. The bioreactor designed demonstrated to improve the material liquefaction and glucose yields of substrate loadings higher than 20% (w/v). Greater glucose production was achieved with a maximum glucose titer of 195.60 g/L, corresponding to 97.99% cellulose conversion at a solid loading of 25%. To sum up, the results obtained in this work provide an insight on enzymatic hydrolysis of hydrothermally pretreated agave bagasse, with the attention centered in cellulase inhibition. It was demonstrated that enzymatic hydrolysis efficiency is evidently affected by substrate and high product concentrations.
Liliana Londoño Hernández – 2018
Solid-state fermentation as a technology for the reduction of antiphysiological compounds of sorghum and coffee pulp for the generation of an enriched food
The present research was carried out with the aim of determining the appropriate conditions of the SSF process using R. oryzae (MUCL 28168) as a microorganism in a tray bioreactor, to reduce the antifisiological compounds of sorghum (Sorghum bicolor L. Moench) and coffee pulp (Coffea arabica L) and to generate an enriched feed for animals. For this purpose, the raw materials were initially characterized, finding that carbohydrates are the main component followed by protein in both materials, with a respective concentration of 57.20 g/100g dm and 13.40 g/100g dm in coffee pulp and 84.98 g/100g dm and 11.48 g/100g dm in sorghum. Likewise, it was found that the concentration of condensed tannins was 20.15 mg/g dm for coffee pulp and 10.19 mg/g dm for sorghum, and in the case of caffeine the concentration was 19.24 mg/g dm for coffee pulp. Subsequently, the most influential parameters (temperature, inoculum size, initial moisture, pH) in the SSF process were evaluated and selected, finding that, of the parameters studied, the individual factors of initial moisture, inoculum size and temperature in the coffee pulp are those that have a significant effect on the behavior of the antifisiological factors, while only the temperature had an influence on the sorghum. Consequently, these parameters were optimized using the statistical function of desirability and the kinetics of the process, finding that at a temperature of 32°C, moisture of 75%, inoculum size 1×106 spores/g dm, pH = 5, the maximum reduction of the antifisiological factors studied in coffee pulp was achieved, while for sorghum, at a temperature of 34°C, moisture of 40%, inoculum size 1×106 spores/g dm, pH = 6, the best performance was achieved.
The SSF process was kinetically studied to define the kinetic parameters and the process time, finding that the microorganism was able to biotransform the substrates positively at 24 h for sorghum and 96 h for coffee pulp. Likewise, the effect of fermentation on the proteins of the fermented products was evaluated, showing that during the first hours of the process the concentration of soluble proteins decreases, the final concentration of total proteins increases by 18% for sorghum and 10% for coffee pulp. It also reduces the concentration of prolamins and glutelins in the sorghum, which enhances the nutritional quality of this cereal. Finally, 4 tilapia diets were designed to evaluate the effect of the addition of fermented sorghum and coffee pulp on in vitro digestibility, finding that all diets had a higher protein digestibility compared to control (commercial concentrate). Of these diets, the one with the highest digestibility is that it contains 12.5% fermented sorghum and 0% fermented coffee pulp.
As a general conclusion, the SSF process is a fast and environmentally friendly process to improve the physical and nutritional characteristics of the products, in this case sorghum and coffee pulp, enhancing the use of these materials in the elaboration of food and animal feed.
Application of hydrothermal extracts of marine biomass in the elaboration of a functional food
Macrocystis pyrifera (MP) and Gelidium robustum (GR) are harvested in the western coast of Baja California, Mexico. In recent years, many studies have demonstrated that seaweeds are known to contain a wide variety of nutritional (sugars, lipids, dietary fiber, proteins, minerals and vitamins) and bioactive compounds as sulfated polysaccharides, and antioxidants. Hydrothermal extraction (process that uses water, high temperatures and pressures) to obtain polysaccharides and bioactive compounds from M. pyrifera and G. robustum seaweeds to evaluate their physico-chemical characterization and their antioxidant potential. The chemical composition (lipids, proteins, fiber and ash) were determined by the techniques established by the AOAC. Calcium and sodium are the main minerals present in MP with 321 ppm and 157 ppm respectively, while for GR it is calcium with 136 ppm. Hydrothermal extraction (HE) of both seaweeds was performed in stainless steel cylindrical reactors under non-isothermal conditions (alga/water ratio of 1: 25). The reactions were carried out under different conditions of temperatures (60, 110 and 160 °C). The obtained hydrolysates obtained after hydrothermal extraction (M. Pyrifera (MPE) and G. robustum (GRE)) were filtrated for separate from the residual algae, to subsequently be lyophilized to carry out the physicochemical analyzes (GC, TGA and FTIR) and to evaluate antioxidant capacity by the methods of DPPH, FIC and CAT. Monosaccharide compositions of extracted polysaccharides were determined by GC showing high content of sulfated polysaccharides (fucoidan, alginate, laminarin, xilosa, galactose and mannitol) in brown algae, while, the red algae presented sulfated galactans (carrageenan and agar). The hydrolysates obtained at 160 ° C for both algae resulted to be the best condition presenting yields above 80 and 90%. Extracts of MPE and GRE showed high antioxidant potential, values of 90.6% to MPE for the total antioxidant capacity method and for DPPH were 100% for MPE and 76% for GRE. On the other hand, total sugars for MPE were 80 ± 0% and for GRE 90.6 ± 9.72%. The extracts obtained at 160 ° C were combined with the gelatin extracted from the skin of the Oreochromis niloticus tilapia for the formation of hydrogels at different concentrations without the need to add a crosslinker. The alga / gelatin formulation of 2: 8 was selected because it presented a swelling behavior of 24.4% for the elaboration of a nutritional bar (amaranth, raisins and blueberries) sweetened with agave syrup (MPE-GRE-FG). A sensory evaluation was carried out with the participation of 64 untrained judges to analyze different attributes compared with 2 bars made with commercial grenetina, one of them without agave syrup. Microbiological analysis was carried out on the MPE-GRE-FG bar carried out by the bright green broth method, resulting in a negative result. The MPE-GRE-FG bar was compared nutritionally with 2 bars of commercial food supplement showing greater amount of minerals and low percentage of fat in addition to taking advantage of the benefits of the sulphated polysaccharides offered by seaweeds.

Daniela Elizabeth Cervantes Cisneros – 2018
Mannitol extraction from seaweed by hydrothermal processes: relation of heating profiles and prebiotic potential
In the present project, the extraction of mannitol from brown seaweed by different heating profiles under hydrothermal processes (microwave and conduction-convection reactors) was evaluated, reaching extractions yields around 11 g/100 g of seaweed. Different chromatographic matrixes (alumina, amberlite, activated charcoal) were tested to recover mannitol from the extracts and the highest purification was achieved with alumina. Moreover, extracts containing mannitol and seaweed carbohydrates were analyzed by GC and GPC in order to evaluate the concentration of sugars. Biological effect of crude and purified mannitol were proved against different strains of Lactobacilli and Bifidobacterium to evaluate they prebiotic potential, where interest activity was founded in partially purified extract, reaching growth rates similar to those found with fructooligosaccharides (FOS), applied as a prebiotic blank model.
Daniela Lidieth Aguilar Perez – 2018
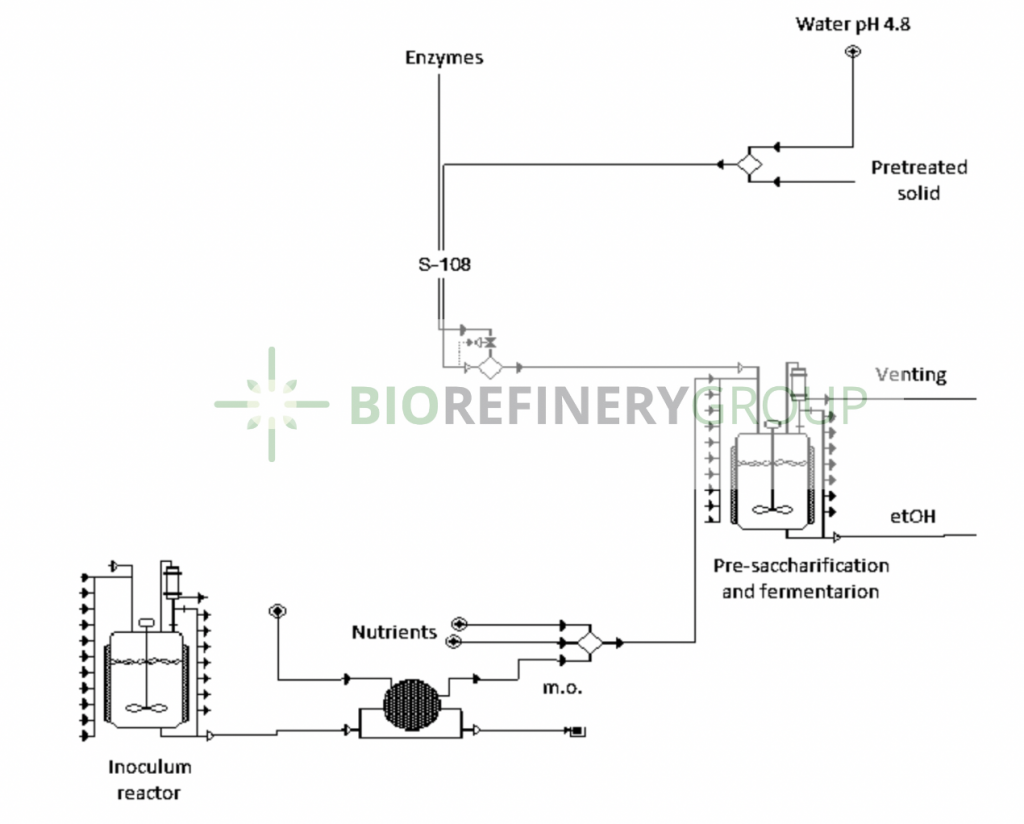
Operational strategies and techno-economic study in the production of bioethanol using agave bagasse
The tequila production in Mexico throws large quantities of agave bagasse per year, which is managed as a waste, however this biomass could be considered as a potential source for the production of second-generation bioethanol in terms of a biorefinery. In the present study, the hydrothermal pretreatment was scaled up from 120-mL to 750-mL in a bench scale considering the severity factor [logR0] as strategy of scale-up in isothermal on agave bagasse. The best conditions was at 180°C in isothermal regime for 20, 30, 40 and 50 min with 56.55, 56.03, 61.04, 65.87% of cellulose content, being the condition of 180°C for 20 min where the highest concentration of xylooligosaccharides (15.31 g/L) was obtained in the liquid fraction, in this condition was scale up (using severity factor: [logR0] = 4.11) in order to obtain more pretreated solids rich in cellulose (> 57%) to perform the enzymatic hydrolysis with high-solids loading at 10 and 15%, obtaining saccharification yields of 98.5 and 99.5% respectively. The pre-saccharification and fermentation strategy was used in the bioethanol production at 10 and 15% of total solids obtaining 38.39 and 55.02 g/L of ethanol concentration at the end of the process with 90.84 and 87.56% of ethanol yields. According to the results obtained using as operational strategies the high load of solids and pre-saccharification and fermentation were evaluated the results and the process in a techno-economic analysis where different scenarios of plant sizes were used (100, 250, 500, 1000 ton / day) and raw material costs (8, 10, 25, 50, 75, 100 USD / ton) where ethanol sales prices were obtained from 0.498 USD / L to 1.968 USD / L, where the lowest price It was obtained with a plant capacity of 1000 tons / day and a cost of raw material of USD 8 / ton, considering the plant as a biorefinery, the percentages of decrease in total production costs range from 7.17% (100 tons / day and 100 USD / ton) up to 23.38% (1000 tons / day and 8 USD / ton).
Production of bioethanol using leaves of Agave Americana L from the Southeastern region of Coahuila as raw material
This work is conformed by the study of the use of the leaves coming from the American Agave L, as raw material to produce biofuels under the concept of a Biorefinery. The following stages of the process, consist of the transformation of agave leaves into bioethanol, so it was necessary to repeat the process of harvesting and milling, with the difference that 5 kg of material was necessary in a range of particle size of 1000 μm at 300 μm, this is due to the fact that the corresponding tests needed much larger quantities than those that were needed during the characterization. The steps for the conversion of raw material to ethanol were the following: hydrothermal pretreatment, enzymatic hydrolysis and fermentation; where the process in general aims to: concentrate, and fragment the large chains of cellulose that this material contributes to sugars in order to convert them into ethanol. At each stage it was necessary to do different analyzes to determine how the composition of our material was changing in each stage, and with this we could prove that at the end of our experimentation we can obtain ethanol, applying recent and established techniques introducing the American Agave L, as a new type of raw material for these processes.
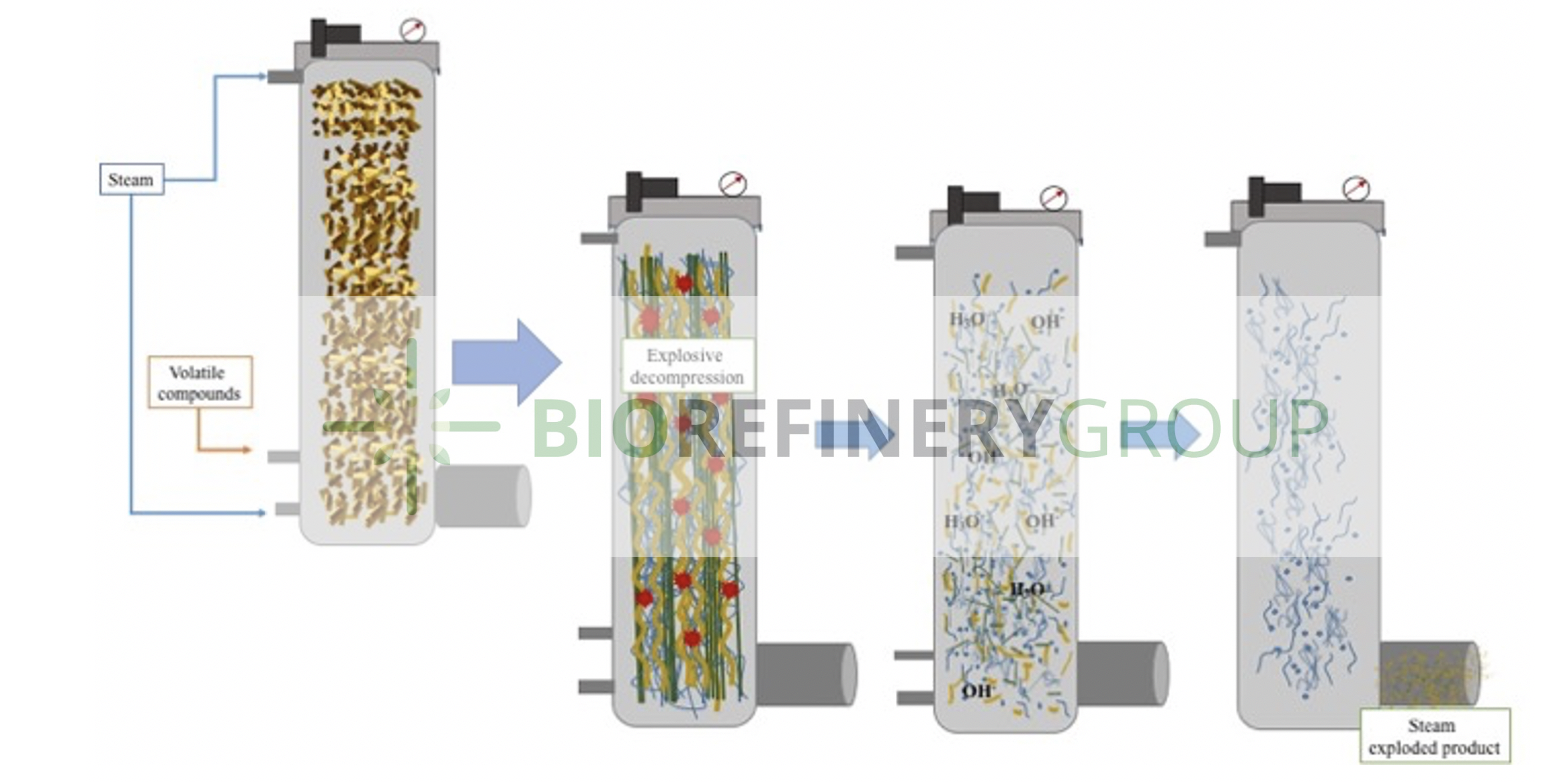
Finally, I highlight some additional points from this project. The use of pretreatments based on autohydrolysis, represent a significant advance, because it is only necessary to use hot water and steam as a medium to solubilize the hemicellulose, open the connections between lignin and cellulose, and to have better yields in the later stages. This also makes this kind of procedures much more environmentally friendly, comparting with other testes that have been carried out using solvents or acids to pretreat the raw material, which makes the production of bioethanol even more expensive and risky for the ecosystem. It is necessary to highlight the importance of these studies that promote the generation of biofuels, which allow to satisfy the global need for energy, maintaining care towards the environment and decreasing the dependence on the main fossil fuels which causes pollution and climate change.

Anely Andrea Lara Flores – 2018
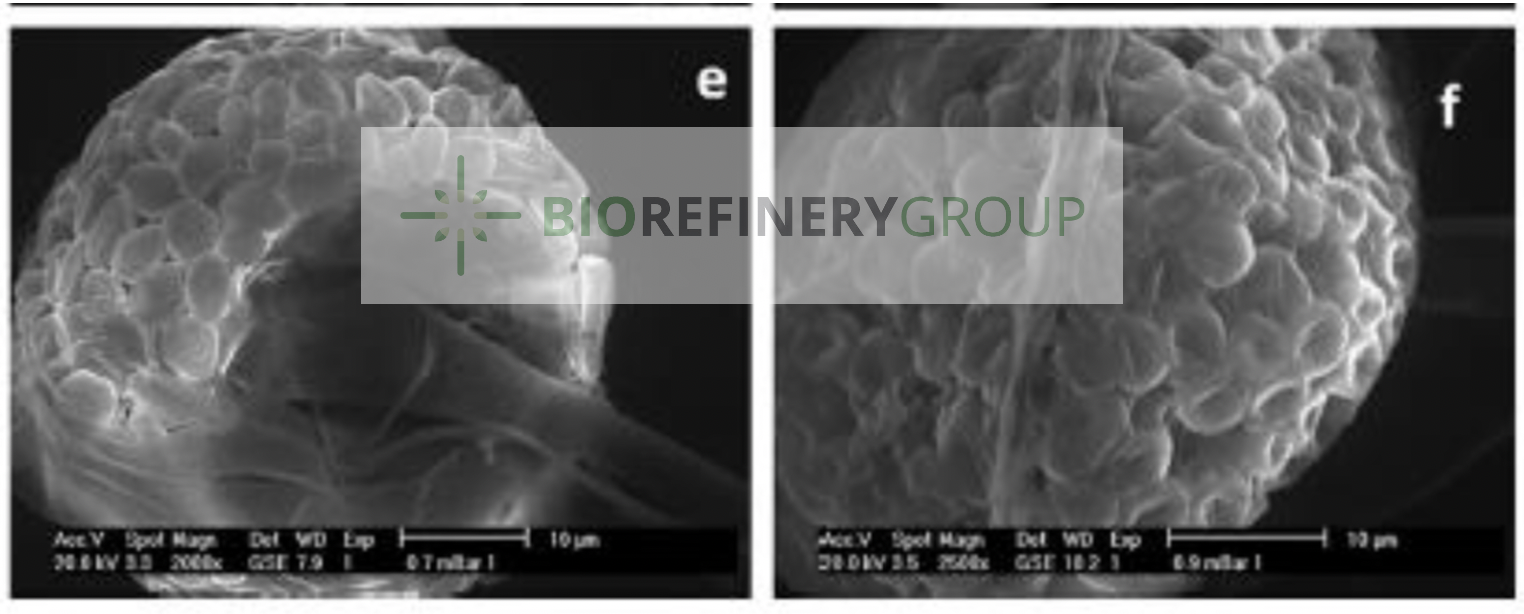
Production and partial purification of oligomers from hemicellulose: Scale-up in a hydrothermal reactor to pilot-scale under biorefinery concept
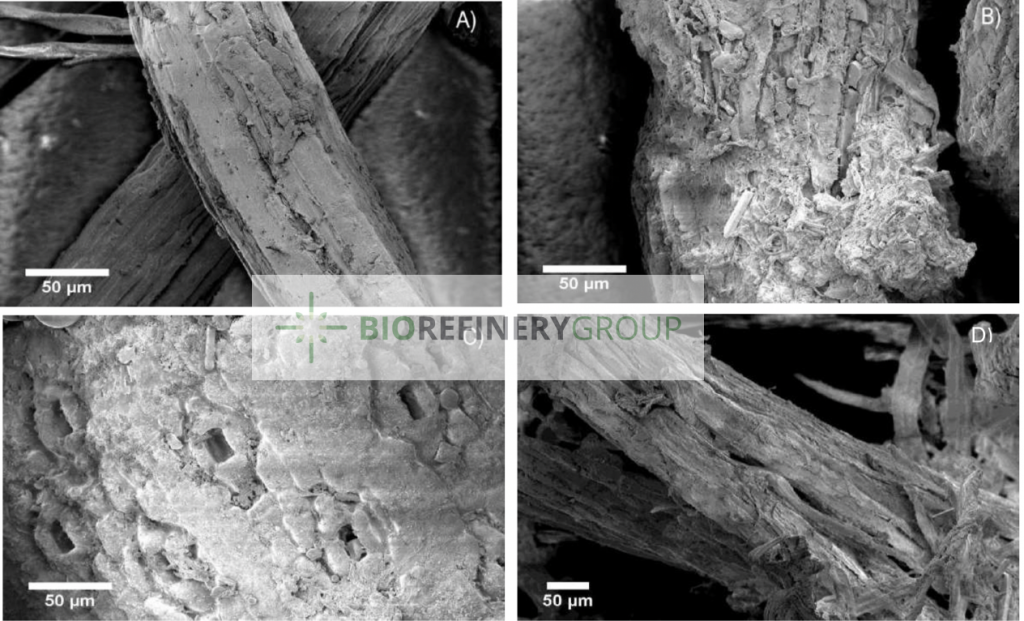
The present work evaluate the use of the severity factor (log R0) under diverse configurations for hydrothermal processing (liquid hot water, microwave and steam explosion) as a strategy to accomplish a scale up in the process. All the fractions obtained in the process were analyzed. In all the pretreatments xylooligosaccharides were the highest compound obtained. The highest recovery was achieved at 16.4 g/L in a microwave system. Oligomers obtained from the different hydrothermal pretreatments showed similar patterns in distribution and a DP between 90 and 200 units.The solids recovered had over 40% of cellulose, this represents a series of potential feedstocks that could be used in an enzymatic hydrolysis and with this be used as a biofuel. Besides the analysis of the solid fraction, the morphology of the solid after the different pretreatments was analyzed by SEM. Studies for partial purification were also performed by using activated charcoal in powder and in granulated from, the removal of degradation compounds was achieved in both systems, however due to the characteristics of the oligomers and the interaction with the adsorbents the recovery could not be achieved.
Anahí Nájera de la Paz – 2018
Evaluation of enzymatic inhibition for the production of fermentable sugars using agave bagasse
In the present work as a first stage, the raw material was characterized to obtain the composition of cellulose, hemicellulose, lignin, ash, moisture and extractives. Subsequently, the hydrothermal pretreatments were carried out in a batch reactor with a PID controller at temperatures of 150°C, 175°C and 200°C for 10, 30 and 50 minutes with a solid-liquid ratio of 1: 8 (m/v ) using water as a reagent and two ranges of substrate particle size of 300-500 μm and 500-1000 μm. At the end of each pretreatment, the solid fraction rich in cellulose and lignin and the liquid fraction rich in hemicellulose were obtained. The liquid fraction showed an increase in the concentration of xylose, which indicates a good solubilization of the hemicellulose in the liquid medium. To compare the results obtained in pretreatment and to measure the intensity of the temperature and time conditions, the severity factor was calculated. Prior to the enzymatic hydrolysis the conditions were chosen in which a greater quantity of cellulose was obtained for the two ranges of particle size of 300-500 μm and 500-1000 μm, being the best condition 200°C for 10 min with a percentage of cellulose of 46.63% and 47.87%, respectively. The enzymatic hydrolysis step was carried out with a solids loading of 10% for both particle size ranges of 300-500 μm and 500-1000 μm obtaining a glucose production of 40.98 and 36.75 g/L for the pretreated solid with a yield of cellulose to glucose of 72.6 and 64.46%, respectively. Finally, enzyme inhibition and adsorption was modeled mathematically. The mathematical model used was proposed by Shen et al., 2018.
Ana Gabriela Victorino Jasso – 2017
Production and characterization of Macrocystis pyrifera oligosaccharides with potential for application in food
In the present work with the purpose of establishing the operating conditions (time, temperature, power) that influence high yields andthe structural characteristics of sulfated fucans oligosaccharides (SFO) of Macrocystis pyriferaas well as the evaluation of the antioxidant properties and the prebiotic potential. The hydrothermal treatments were evaluated under a composite central design with three variables and the sulfated oligosaccharides obtained were characterized by spectrophotometric methods, gas chromatography, molecular exclusion chromatography and FT-IR. In addition, the biological potential was quantified by techniques of antioxidant activity and growth of probiotic strains. The optimization in yield of SFO under HMAE processes was reported at 3.3 min, 172 °C and 1313 W with a maximum SFO yield of 9.7% with 12.2% of total sugars and 16.9% of sulfates.The monomeric composition showed that fucose and galactose were the sugars with higher concentrations in the evaluated treatments and the molecular weights of the SFOs ranged between 0.3 and 47 kDa.The prebiotic potential was presented from the genus Lactobacillus acidophilus (La-5), Lactobacillus rhamnosus (486), Streptococcus thermophilus (STY-31) and Streptococcus salivarious (ZL50-7) with OD values higherthan 0.5.In addition, in all the treatments evaluated in the tests of antioxidant activity the highest inhibition potential was for the DPPH free radical with values greater than 50% in a concentration range of 0.5 to 4 g/L SFO.The results demonstrated the viability of the Mexican algae recovery for the extraction of bioactive compounds (SFO) using green technologies such as HMAE with potential for application in food.
Elisa Zanuso Jiménez – 2017
Kinetics and mathematical modeling of hemicellulose in agave bagasse with hydrothermal pretreatments under the concept of biorefinery
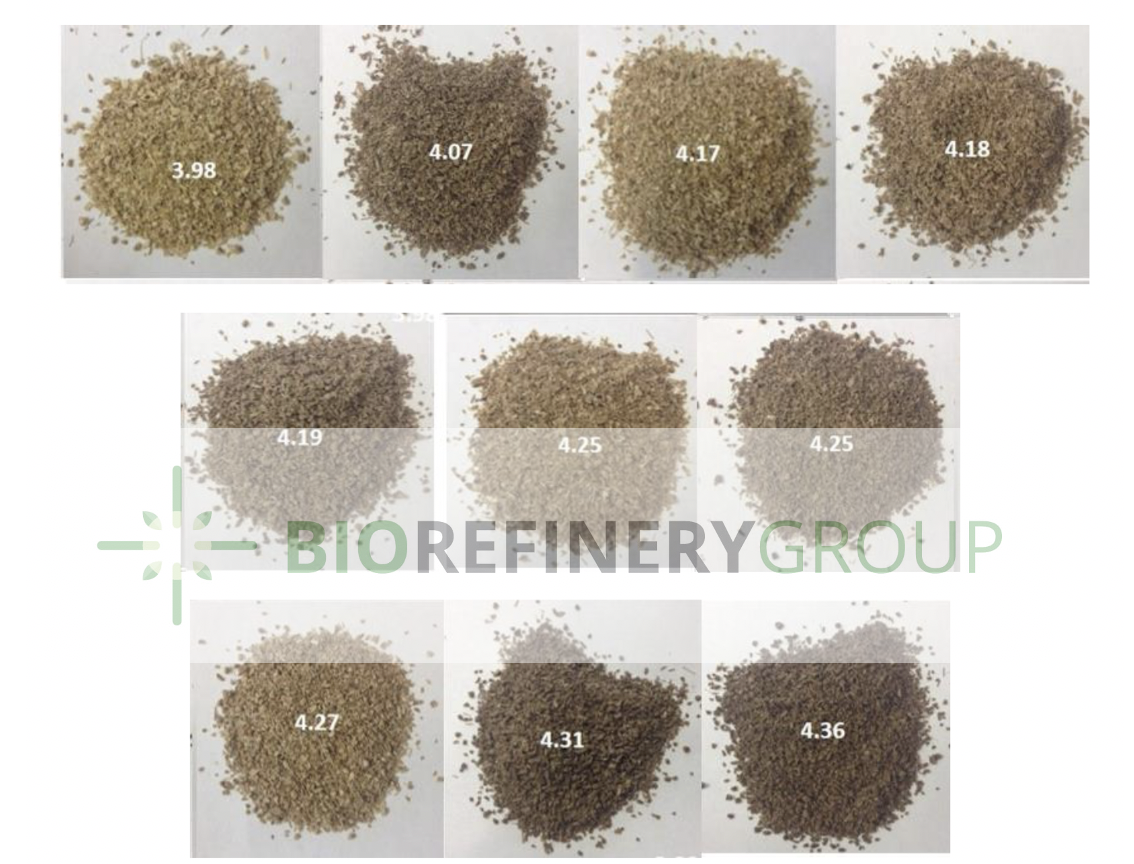
In the present work as first step, the raw material was characterized in terms of cellulose, hemicellulose, lignin, ashes, extractives and moisture. Then, the hydrothermal pretreatments using a pressurized batch reactor with a PID controller were carried out. The pretreatment was performed using water at 160, 180 and 200ºC with residence time from 0 – 100 min and two different solid/liquid rates, 1:10 and 1:15 (w/v). After each pretreatment, liquid (rich in hemicellulose compounds) and solid phase (rich in cellulose and lignin) where obtained. The solid phase was characterized using the same methods applied for the raw material analysis. Xylan in the solid phase decreased compared to the initial xylan content, which represents that solubilization in the liquid phase was achieved. The liquid phase was analyzed in terms of oligomers (xylooligosaccharides [XOS]), glucose, xylose, arabinose as well as the content of degradation products as formic acid, furfural and hydroxymethylfurfural (HMF), obtaining a XOS yield of 11.97 g/100 g of raw material at 100 min, 160ºC and 1:15 solid/liquid rate. For each experiment, the severity factor was calculated using the data of the heating/cooling ramps. The parameters obtained ranged from 3.60 – 4.40. The solubilization study of hemicellulose was achieved with the data obtained as well as the degradation of the xylose (principal compound from hemicellulose) in treatments with higher severity.

Bioethanol production from corn stover using hydrothermal processes
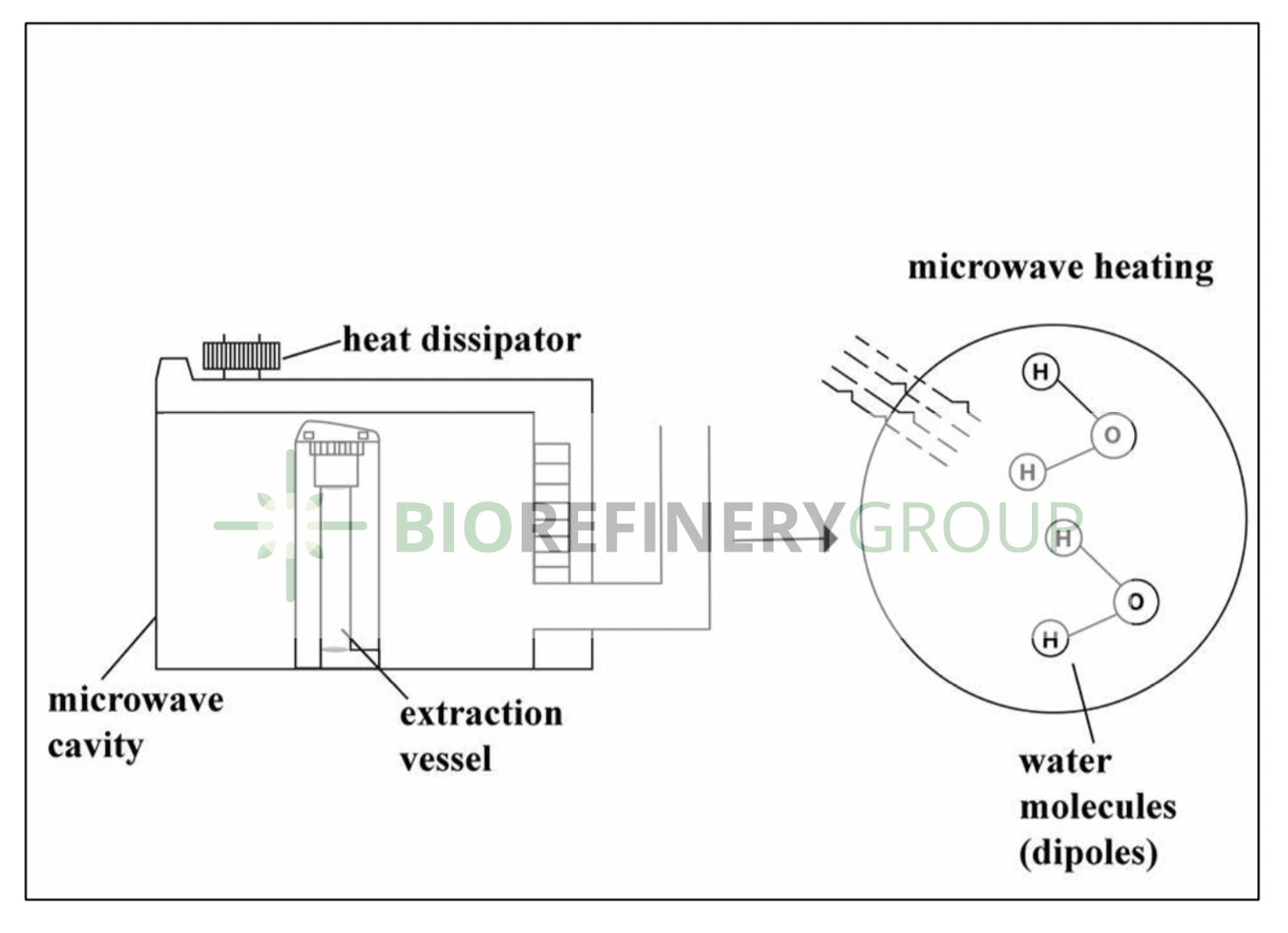
This thesis is focused on the evaluation of bioethanol production applying hydrothermal pretreatment and simultaneous saccharification and fermentation (SSF) with high substrate loads and low enzyme loads. In the first stage was evaluated autohydrolysis pretreatment on isothermal regime using two heating systems; conduction-convection heating (CCH) and microwave heating processing (MHP).
The pretreatments were performed using as variables the residence time (10-50 minutes) and temperature (160-200 °C) with the same heating profile with the aim to compare the heating effect. In this stage MHP showed a best capacity to remove hemicellulose generating susceptible solids for enzymatic saccharification. In the same way, the application of MHP with severities higher than logR0 4.45 resulted in losses of cellulose. Subsequently, the more susceptible substrates (logR0 4.45 with MH and logR0 3.86 with CCH) were used on the evaluation of enzymatic saccharification to get the highest fermentable sugars. In this stage was studied low enzyme/substrate ratio (ESR) from 5-15 FPU/g of solid and high substrate loads (10 and 16.66%). The highest conversion reached was 95.17% using the solid pretreated with MHP at logR0 4.45 working at 10% of substrate load and 15 FPU of ESR. The saccharification at 16.66% load presented agitation problems and substrate inhibition resulting in low yields. The initial saccharification rates in the different ESR studies were statistically different; therefore, this condition was evaluated on SSF. Finally was carried up the bioethanol production by SSF with Saccharomyces cerevisiae PE-2 yeast. It was trying 10 and 12.5% load substrate in order to achieve high ethanol dissolutions with loads above 10% and fewer than 16.66% to avoid the substrate inhibition. The study of these operating conditions (low enzyme and high substrate loads) indicated that can be obtained sugar solutions up to 60 g/L after enzymatic saccharification and ethanol concentrations up to 33 g/L corresponding to 92% ethanol conversion after SSF.
In this way, the work presented the development of an integrated process under biorefinery concept for bioethanol production from corn residues. Besides, the strategies shown are options to obtain an economical and clean process.
Arturo Sócrates Palacios Ponce – 2016
Nanobiotechnological alternative for the production of hydrolase enzymes and bioethanol
The present study aims: 1) to characterize interaction between magnetic nanoparticles coated with chitosan (C-MNP) and microorganisms; 2) to evaluate the use of banana peels (BP) – waste generated in the food industry – in fermentation performed for cellulolytic enzymes production using of free and immobilized on C-MNP microorganisms; 3) to compare bioethanol production from hydrolyzed BP using free and immobilized on C-MNP K. marxianus; 4) to compare ethanolic production in different scheme of BP fermentation using S. cerevisiae and K. marxianus.
Likewise, the use BP as a source of fermentable sugars for free S. cerevisiae and K. marxianus was demonstrated. With 10% (w/v) BP on SSF process similar ethanol yields were obtained to both strains. PSSF process allows use of higher concentrations of BP until 25% (w/v) of material. Under PSFF process S. cerevisiae produced higher concentration of ethanol than K. marxianus. On the other hand, at 25% fermentation with K. marxianus an inhibition of sugar consumption and ethanol production was demonstrated.
Finally, it was demonstrated that K. marxianus immobilized on C-MNP, performed the fermentation of hydrolyzed BP, even under conditions where free cells were not able to carry out this process, providing the advantage to reuse immobilized cells in several fermentation cycles separating them with use of an external magnetic field.

Development of a corn feed enriched with Mexican algae
In the present work an enriched food was developed with the addition of brown seaweed Macrocystis pyrifera flour. The seaweed as raw material was analyzed by physicochemical methods in order to be used as a feasible ingredient to improve nutritional characteristics in a traditional Mexican snack (tortilla chips, called totopos) Different concentrations of seaweed flour and corn flour blend were analyzed 10, 20 and 30 (%, w/w), respectively. Moreover, two types of cooking were evaluated; 1) Fried at 180-200°C for 2 minutes; and 2) Baked at 180°C for 15 minute. Nutritional properties of all the totopos samples obtained were analyzed and two sensorial analysis were done to establish the satisfaction level of the selected seaweed biomass/corn totopos compared against a corn totopo made in the laboratory, a commercial totopo bought in a supermarket and a totopo made with the red seaweed Gracilaria birdiae from the north of Brazil at the same conditions as the M. pyrifera tortilla chip. The results obtained showed that the totopo with M. pyrifera seaweed / corn flour was enriched in protein and fiber content, which increased proportionally with the concentrations, obtaining 9.48 mg of protein / 100 mg of seaweed/corn totopo which is 2 mg higher than the protein contained in the corn totopo and 3.01 mg of fiber / 100 mg of seaweed/corn totopo over the 1.04 mg of fiber / 100 mg of corn totopo. Moreover the minerals concentration were the highest nutritional property enriched reaching values of 12.47 mg / 100 mg of seaweed/corn totopo, 10 times more than the corn totopo, and the principal minerals found were K, Na and Ca. Additionally, the sensorial analysis showed that the evaluated characteristics were more accepted and improved the value of M. pyrifera seaweed/corn flour totopos than the totopo made only with corn without the addition of any additive.
Anely Andrea Lara Flores – 2015
Partial purification of xyl-oligosaccharides produced through autohydrolysis and under the concept of biorefinery
The present work is focused in the production and purification of xylo- oligosaccharides under the concept of biorefinery, these obtained by the pretreatment of corn residues by conventional heating under the effect of autohydrolysis. A mixture of corncob and corn stover 50:50 (particle size of 2 mm) was submitted to different conditions of resident time (10, 30, 50 min) and temperature (150,165,180 °C) for autohydrolysis pretreatment. The sugar concentration of hydrolysates produced in these conditions was analyzed by HPLC and these samples were submitted to a post-hydrolysis to determinate the amount of oligomers produced. The highest production of xylo-oligosaccharides reached in autohydrolysis processing was observed at the optimization point with 16.96 g/100 g of raw material obtained at 168 °C for 34 minutes. In this work, the partial purification of xylo-oligosaccharides was also performed using columns filled with activated charcoal and graphite. The main objective for this study was the production by an environmentally friendly process (autohydrolysis) and the purification by an economic and practical method of xylo-oligosaccharides.
Jesús Velazquez Lucio – 2015
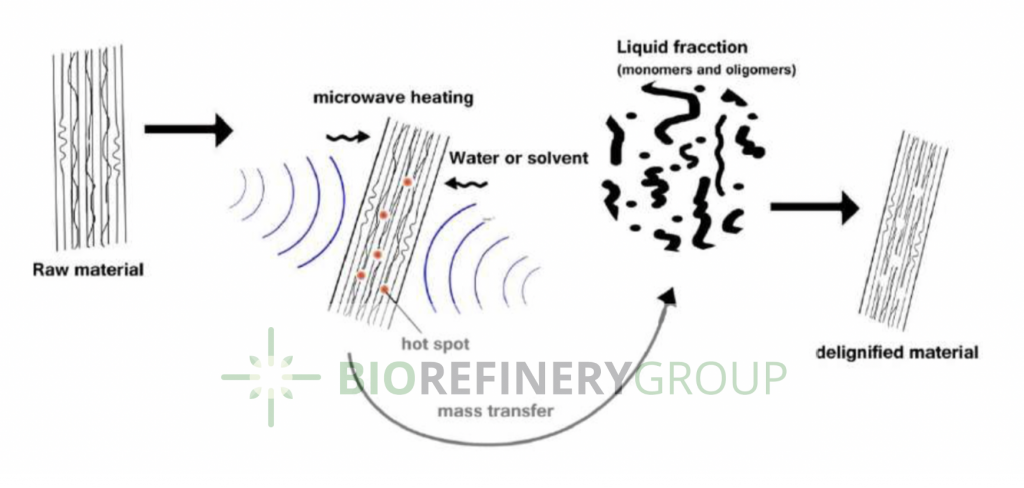
Production of xylo-oligosaccharides by hydrothermal microwave process using the concept of integrated biorefinery
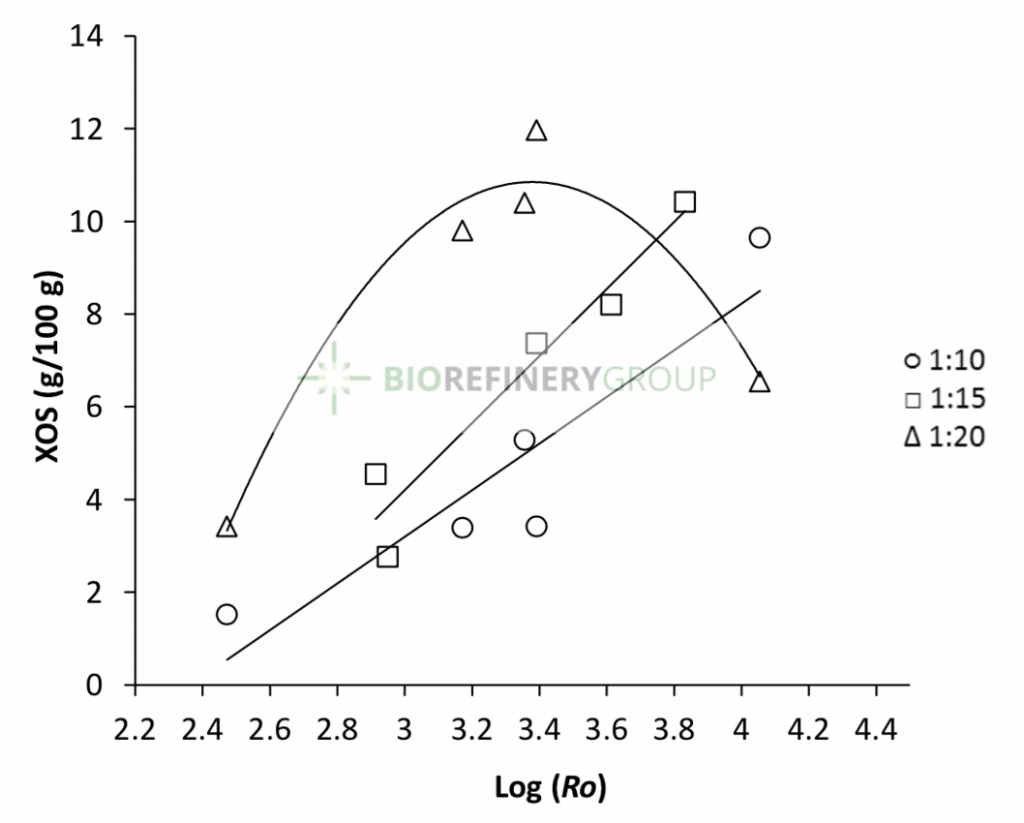
In this work, the production of xylo-oligosaccharides was performed from corn residues, using a hydrothermal pretreatment with microwave heating processing. A particle size of the raw material (2 mm) was selected to perform the pretreatments under different conditions of resident time (10, 30 and 50 min), temperature (150, 165 and 180 °C) and a solid/liquid ratio (w/v) of 1:10, 1:15 and 1:20. The amount of reducing sugar in the hydrolysates (liquid phase) after the pretreatment was determined. A second aliquot (liquid phase) was treated with a post-hydrolysis process for the determination of xylo-oligosaccharides. The maximum production of xylo-oligosaccharides occurred in the pretreatment E15 with a yield of 11.96 g/100 g of raw material at 165 °C for 30 minutes and a ratio of 1:20 (w/v). Moreover, the partial purification of xylo-oligosaccharides was also performed. This study managed to generate a new alternative for the production of xylo-oligosaccharides using an environmentally friendly process and can compete with established processes in the production of these compounds in a biorefinery concept.
Daniela Elizabeth Cervantes Cisneros -2015
Evaluation of the profile of bioactive compounds of Macrocystis pyrifera extracted by microwaves and ultrasound
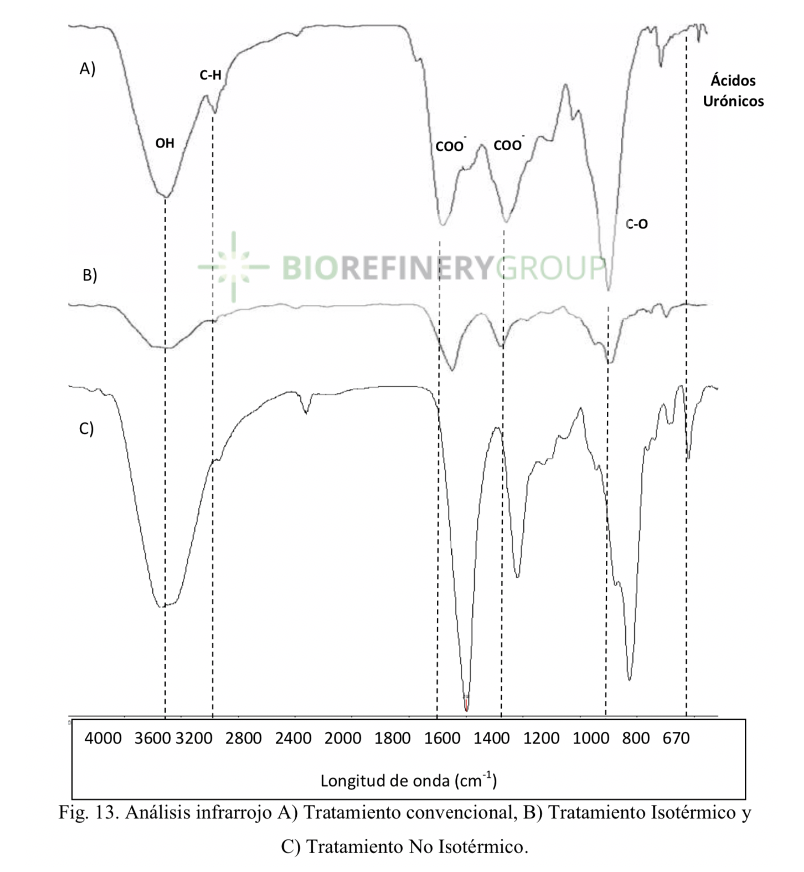
In this work different methods for the extraction of bioactive compounds from Mexican brown seaweed Macrocystis pyrifera from Baja California as well as in vitro biological activity of extracts obtained from the microwave and ultrasound assisted extraction were evaluated. In the microwave assisted extraction, for an isothermal treatment a maintenance time of 3.5 minutes, 1310 W of power and 172 0C were used and for the non-isothermal treatment same conditions except for the maintenance time were evaluated. Sequencially to the non-isothermal microwave treatment an ultrasound assisted extraction was performed for 5, 10 and 20 minutes.
Alginate obtained from the different treatments reported a maximum solid recovery percentage of 55.03 ± 5.55% for the conventional treatment, also total sugar and total phenols content, infrared analysis and solubility tests were determined. In extracts of other bioactive compounds the percentage of liquid yield, sugars and total phenols, sulphate content and the monomer quantification were made. In the determination of the monomer composition a maximum 77.02 ± 1.25% of manitol was reported, being this monomer the main constituent in all treatments. Besides all compounds presented high antioxidant activity.
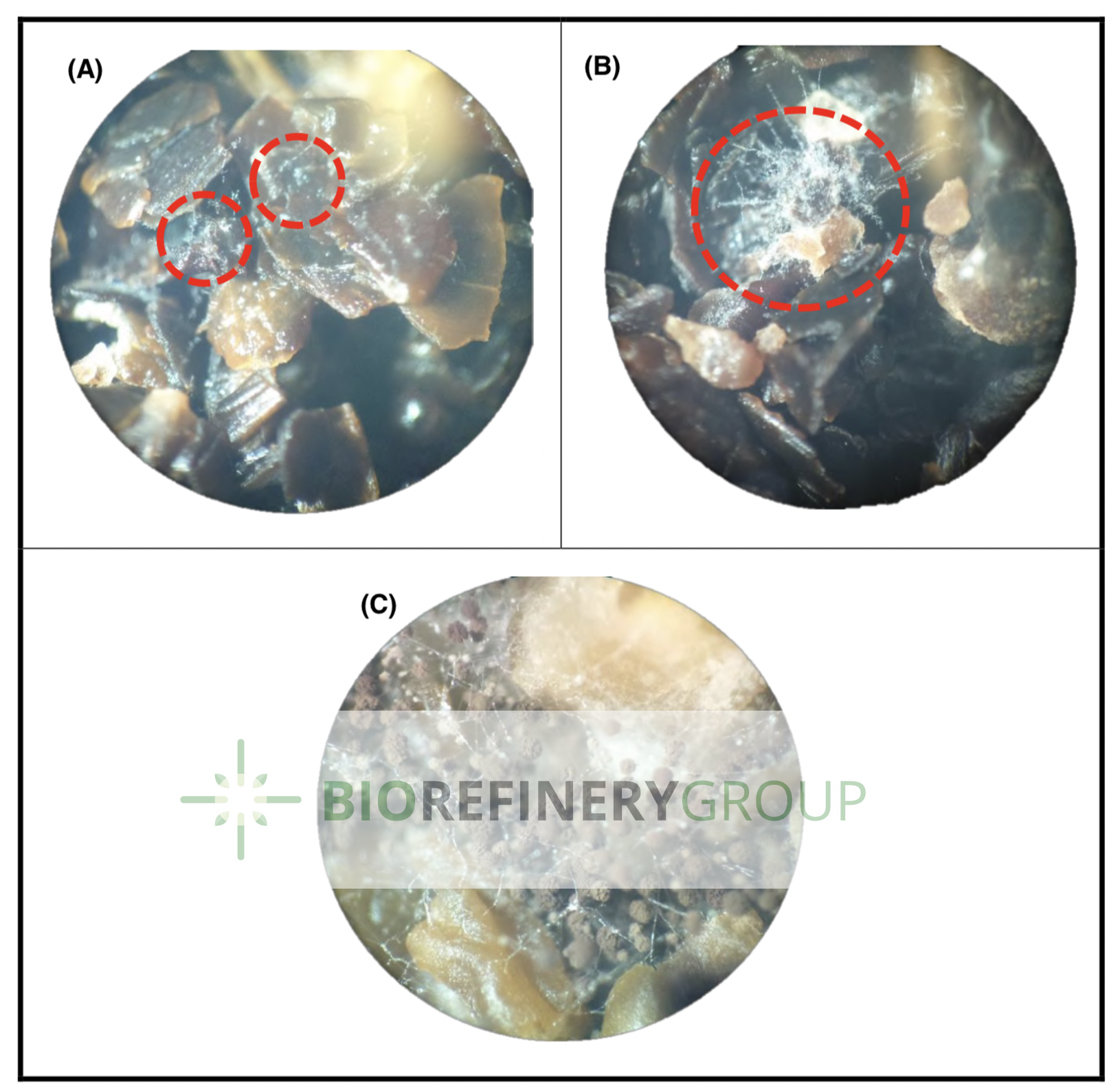
Alejandra Cabello Galindo – 2015
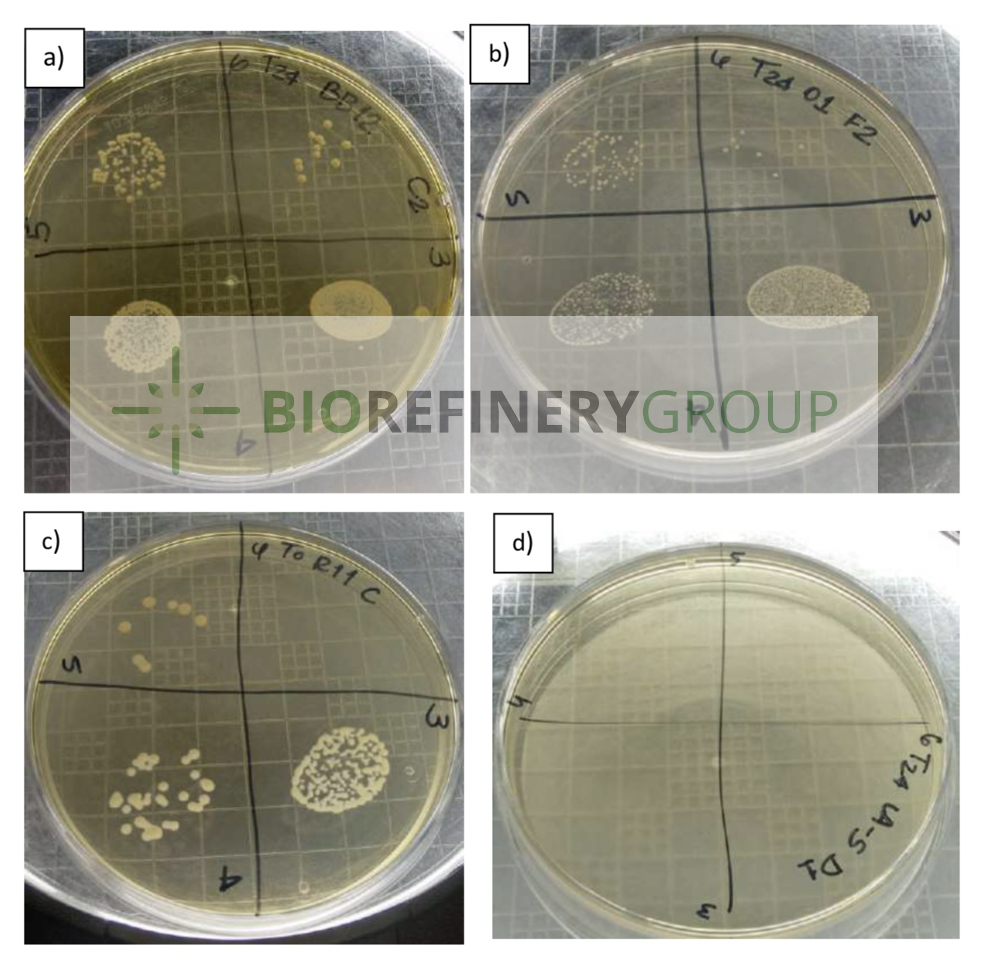
Evaluation of the production of fungal enzymes by fermentation in solid medium using Macrocystis pyrifera as substrate
Algae have been spotlight for use in various industries; however the use of this natural resource has been underexploited in México. In this work it was evaluate the production of enzymes by solid state fermentation with filamentous fungi and marine macroalgae Macrocystis pyrifera, from Baja California as substrate. Similarly was performed a comparison of growth and adaptation of Aspergillus niger between untreated algae and two different hydrothermal pre-treatment was performed; microwave and conventional heating in autoclave, that using for the microwave a potency of 800 W, a holding time of 15 minutes and temperature of 121° C, while for the conventional autoclaving handled a holding time of 15 minutes at temperature of 121°C.The microorganism showed a better adaptation in the untreated algae, which was selected as the suitable substrate for the fermentations. Furthermore, they were found two unidentified strains of filamentous fungi with the capacity to grow in M. pytifera which they were called green and white fungus. Growth parameters of three fungal strains were evaluated used being white fungus which present a better adaptation to the substrate. The fermentations were performed with each of the three strains of fungi in mini-reactors with 70% of humidity at 30°C for 72 hours and were performed inoculum concentration of 2*10 spores/ g of support; sample was taken every 12 hours for 72 hours subsequently we quantified proteins by Bradford and the enzymatic activities of α-fucosidase, β-glucopyranosidase, sulfatase, β-galactosidase was release by reducing sugars. The three fungi reported production of β-glucosidase and β- galactosidase, but the white fungus shows the major titles of activity 255.07 U/L and 3.94 U/L, respectively. The presence of sulfatase activity only was detected by Aspergillus niger (0.357 U/L, 48 h). No fucosidase activity was obtained in any of the fungi.